Tektura falista odgrywa coraz ważniejszą rolę w nowoczesnej produkcji. Wytrzymałość na ściskanie, jako jeden z efektywnych standardów pomiaru jakości tektury falistej, jest zależna nie tylko od procesu formowania i projektu druku, ale również ściśle związana z czynnikami środowiskowymi. Dlatego w codziennej produkcji konieczne jest udoskonalenie badań wytrzymałości na ściskanie kartonu i wytrzymałości na pękanie kartonu poprzez zrozumienie krzywej zmiany wartości siły i ilości odkształcenia, w połączeniu z różnymi czynnikami wpływającymi, aby umożliwić dalszą ocenę i poprawę jakości tektury falistej.
Tektura falista jest jednym z najczęściej używanych opakowań w nowoczesnym pakowaniu ze względu na swoją lekkość, łatwość składania, niską cenę, możliwość ponownego użycia i inne zalety, dzięki czemu jego zużycie znacznie wzrosło. Wraz z rozwojem rynku zastosowań tektury falistej, użytkownicy tektury stawiają większe wymagania co do jej jakości i wydajności. Tektura falista w różnych środowiskach powinna być wystarczająco wytrzymała, aby wytrzymać zewnętrzne obciążenie mechaniczne. Wśród nich, wytrzymałość na ściskanie kompleksowo odzwierciedla podstawowe cechy kartonu, jednocześnie odgrywając rolę ochronną w obrocie towarów, dlatego jest głównym wskaźnikiem kontroli jakości tektury falistej.
Wytrzymałość na ściskanie tektury falistej odnosi się do wytrzymałości tektury falistej na ściskanie pod ciśnieniem i zdolności do ochrony zawartości, zwykle wyrażanej za pomocą wytrzymałości na ściskanie. Aby obliczyć wytrzymałość na ściskanie pudełek tekturowych falistych, zaproponowano wiele wzorów empirycznych, takich jak wzór Kelly'ego-Cartera i wzór Markey'a. Spośród nich wzór Kelly'ego-Cartera jest uznawany za wzór o najmniejszym względnym błędzie w wynikach obliczeń: PK=PX(4aXZ/Z) 2/3zj
Gdzie PK jest obliczoną wytrzymałością na ściskanie, N;PX jest całkowitą wytrzymałością na ściskanie pierścieniowe papieru bazowego tektury falistej, N/cm;Z jest obwodem kartonu (cm);AXZ jest stałą falistą;J jest stałą kartonu;
Ze wzoru możemy wywnioskować, że wytrzymałość pierścieniowa oryginalnego papieru, a także obwód kartonu i wytrzymałość na ściskanie tektury falistej są ze sobą bezpośrednio powiązane. Ponadto proces formowania i zewnętrzne czynniki środowiskowe również będą oddziaływać na siebie, co spowoduje różny stopień spadku wytrzymałości na ściskanie pudełek tekturowych falistych.
Po pierwsze jakość papieru
1. dokument bazowy ilościowy
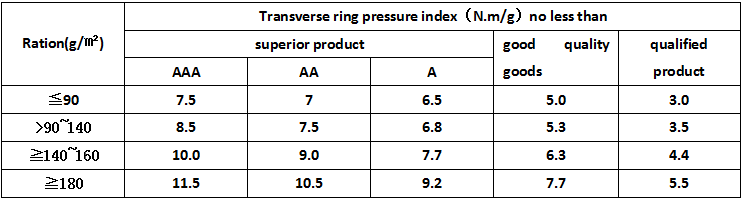
Ilościowa, czyli gramy papieru. Próbnik ilościowy służy do testowania ilościowego papieru oryginalnego. Przy takiej samej strukturze włókien i procesie produkcyjnym papieru surowego, wytrzymałość pierścienia jest równa ilości papieru surowego pomnożonej przez wskaźnik nacisku pierścienia. Wskaźnik nacisku cyklicznego różnych rodzajów papieru falistego podano w tabeli 1. Dlatego wytrzymałość na ściskanie pierścienia papieru surowego z tektury falistej zależy od rzeczywistego zastosowania ilościowego papieru surowego, im większa ilość, tym większa wytrzymałość kartonu na ściskanie. Na tej podstawie ilościowa stabilność papieru oryginalnego, czyli to, czy grubość papieru jest jednolita w całym przekroju, jest również ważnym czynnikiem wpływającym na stabilność na ściskanie gotowego kartonu.
2.szczelność papieru
Szczelność odnosi się do wagi każdego centymetra sześciennego papieru, jest miarą struktury papieru o wskaźniku szczelności, określa sztywność, wytrzymałość, przepuszczalność i absorpcję papieru oraz inne właściwości. Gdy różnorodne papiery surowe są łączone za pomocą kleju, wysoka szczelność papieru surowego ze względu na własne włókna ma silną wzajemną siłę ciągnącą, co w połączeniu z efektem klejenia jest dobre, ogólna wytrzymałość wiązania jest wysoka. Wręcz przeciwnie, klej jest łatwy do wchłonięcia i rozproszenia przez oryginalny papier, ta sama dawka kleju, ilość kleju na jednostkę powierzchni, zmniejsza siłę klejenia między oryginalnym papierem, pośrednio wpływa na wytrzymałość na ściskanie gotowego kartonu falistego.
3. wilgotność i zaklejanie papieru
Tektura falista używana do produkcji papieru oryginalnego jest na ogół wykonana z włókien roślinnych, które po szeregu przetworzeń zawierają pewną ilość wody, zwykle kontrolowaną w granicach 9%~12%, co sprzyja formowaniu falistemu. Jeśli zawartość wody w papierze oryginalnym jest mniejsza niż 9%, po zaklejaniu papier oryginalny wchłonie wilgoć i wytworzy pęcherzyki, zmniejszając powierzchnię łączenia tektury falistej z bibułką/papierem. Jeśli zawartość wody w papierze jest zbyt wysoka, zaklejanie łatwo się rozproszy, zmniejszając siłę wiązania.
Jednocześnie, klejenie będzie miało również pewien wpływ na zawartość wilgoci w papierze. Ogólnie rzecz biorąc, w produkcji papieru surowego, pewna ilość koloidów odpornych na wodę jest stosowana w celu usprawnienia procesu wodoodpornego papieru surowego do klejenia. Proces ten wymaga rozsądnego klejenia, aby oryginalny papier nie był łatwy do wchłaniania wilgoci, aby utrzymać stabilność jego zawartości wody i zapewnić wytrzymałość na ściskanie gotowego kartonu. Jednakże, jeśli klejenie jest zbyt wysokie, czyli niska zawartość wilgoci, włókna papieru surowego staną się kruche, co wpłynie na wytrzymałość pudełka na ściskanie. Jeśli klejenie papieru jest zbyt niskie, nie może zablokować wchłaniania wilgoci, co powoduje wzrost zawartości wody w papierze, ekspansję włókien, znacznie zmniejszoną wytrzymałość na ściskanie pierścienia.
Dwa, wpływ procesu formowania pudełek z tektury falistej
1. Krawędzie i przebiegi pudełek z tektury falistej
Pudełka faliste dzieli się na pięć typów według klasyfikacji A, B, C, E i K, przy czym cztery pierwsze są najszerzej stosowane. Pudełko typu A to rodzaj tektury falistej, który został wynaleziony jako pierwszy, charakteryzuje się największym odstępem między falami i największą wysokością oraz najmniejszą liczbą zwojów na jednostkę długości. Ten kształt ma pewien stopień elastyczności, który może odgrywać dobrą rolę buforowania i wytrzymywać dużą siłę uderzenia. Typ B i typ A przeciwnie, najniższa wysokość fali, jednostka długości gęstości falistej, powierzchnia tektury płaska, o wysokiej wytrzymałości płaskiej, przy ciśnieniu zewnętrznym niełatwa do odkształcenia, dobra stabilność. Zarówno długość, jak i liczba fal na jednostkę długości cewki typu c plasują się pomiędzy typem A i typem B, a ich wydajność jest również pomiędzy nimi. Cewka typu E jest cienka i gęsta, jej sztywność i wytrzymałość, odczuwalna twardość jest lepsza. Na podstawie powyższych cech, wytrzymałość na ściskanie po zapakowaniu wynosi A, C, B i E od wysokiej do niskiej. W praktyce, aby uzyskać wyższą wytrzymałość na ściskanie, zwykle stosuje się dwa lub trzy rodzaje tektury falistej o trzech, pięciu lub siedmiu warstwach.
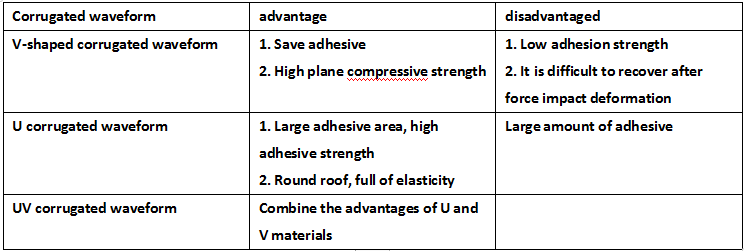
Oprócz kształtu tektury falistej, na wytrzymałość tektury falistej i pudeł ma wpływ także kształt fali. Trzy główne kształty fali to kształt litery V, kształt litery U i kształt UV o różnych właściwościach, jak pokazano w tabeli 2. Jak widać z tabeli, UV jest idealnym kształtem fali, a producenci mogą również wybrać odpowiedni kształt fali w zależności od rzeczywistego zapotrzebowania.
2. Długość, szerokość i wysokość kartonów falistych
Pod warunkiem, że materiał tektury falistej jest zgodny z kształtem i falistością, długość, szerokość i wysokość gotowych kartonów są ściśle powiązane z ich wytrzymałością na ściskanie. Zasadniczo stosunek długości do szerokości kartonów falistych wynosi od 1 do 1,8, co ma najmniejszy wpływ na wytrzymałość na ściskanie, zaledwie ±5%. Przy stosunku tych dwóch wartości wynoszącym około 1,5 wytrzymałość kartonów na ściskanie jest najwyższa. Ponadto wysokość kartonu nie powinna być zbyt duża i powinna mieścić się w zakresie 350–650 mm. Wraz ze wzrostem wysokości, niestabilność nagle wzrasta, a wytrzymałość na ściskanie również maleje. Dlatego przy projektowaniu rozmiaru kartonu zaleca się kompleksowe uwzględnienie stosunku trzech stron, aby zapewnić kartonowi dobrą wytrzymałość na ściskanie i zredukować straty kosztów.
3. Technologia druku
W dzisiejszej promocji marki coraz większą uwagę poświęca się projektowaniu opakowań z tektury falistej, ale technologia druku w pewnym stopniu powoduje również spadek wytrzymałości na ściskanie gotowych opakowań kartonowych. Odbija się to głównie na dwóch aspektach:
(1) wpływ nacisku drukowania. Tradycyjny proces drukowania wywiera pewną ilość nacisku na tekturę falistą; jeśli nacisk jest zbyt duży, tektura falista łatwo się zapada, przez co traci pierwotną funkcję kompresji;
(2) Efekt infiltracji tuszu. Tusz jest niezbędnym elementem procesu drukowania, ale jego infiltracja na powierzchni tektury falistej poważnie zmniejsza wytrzymałość kartonu na ściskanie. W przypadku dużych powierzchni zadruku i dłuższego czasu nadruku infiltracja stanie się bardziej widoczna.
Trzy czynniki środowiskowe - wilgotność
Zgodnie z powyższym wstępem, tektury faliste ze względu na zastosowanie wysoce chłonnych materiałów włóknistych, łatwo wchłaniają wodę, co powoduje spadek wytrzymałości na ściskanie. Oprócz kontroli zawartości wilgoci w materiale podczas przetwarzania, czynniki takie jak środowisko produkcyjne, środowisko przechowywania, środowisko użytkowania, pogoda itp. Mogą powodować wysoką wilgotność środowiska pudełek tekturowych. Zgodnie z analizą danych badawczych, wilgotność względna wzrosła z 40% do 60%, a wytrzymałość na ściskanie spadła najbardziej, osiągając 17%. Po drugie, w zakresie wilgotności względnej 80% do 90% wytrzymałość na ściskanie spadła o 10%; najmniejszy spadek był między 60 a 80 procent, na poziomie 7 procent. Dlatego można zauważyć, że im większa wilgotność wokół pudełka tekturowego, tym większa utrata wytrzymałości na ściskanie.
E-mail:
hello@utstesters.com
Bezpośrednio: + 86 152 6060 5085
Tel.: +86-596-7686689
Sieć:
www.utstesters.com





 +86 152 6060 5085
+86 152 6060 5085
 English
English русский
русский español
español português
português العربية
العربية Polski
Polski









 hello@utstesters.com
hello@utstesters.com hello@utstesters.com
hello@utstesters.com +86 152 6060 5085
+86 152 6060 5085 +8615260605085
+8615260605085