Skręt wpływa nie tylko na właściwości rozciągające przędzy, ale także na jej średnicę, objętość właściwą, miękkość i sztywność. Czynniki te z kolei wpływają na parametry krycia tkaniny, izolację termiczną, zdolność do odkształcania się po zagięciu, szybkość wchłaniania barwnika i przepuszczalność. Skręt wpływa również na puszystość powierzchni przędzy, co sprawia, że skręt jest ważnym wskaźnikiem jej właściwości strukturalnych.
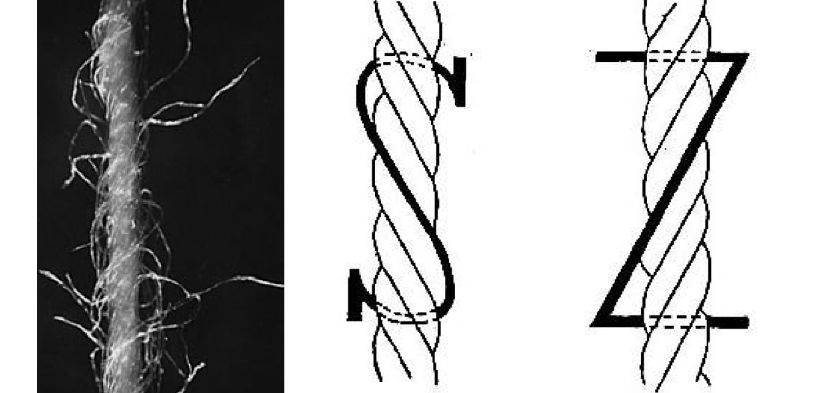
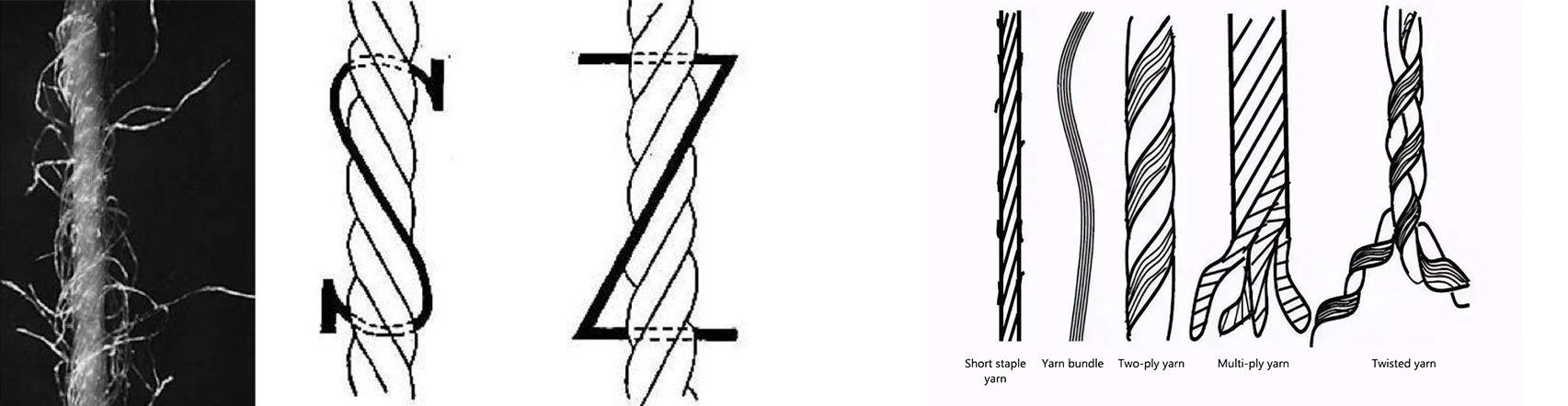
Oprócz użycia skrętu i współczynnika skrętu do opisania charakterystyki skrętu przędzy, kluczowy jest również kierunek skrętu w przędzy. Kierunek skrętu odnosi się do nachylonego kierunku włókien lub pojedynczych nitek w skręconej przędzy po skręceniu. Istnieją dwa rodzaje kierunku skrętu w przędzy: skręt S (zgodny z ruchem wskazówek zegara) i skręt Z (przeciwny do ruchu wskazówek zegara). Pojedyncze nitki są zazwyczaj skręcane w kierunku Z, natomiast skręt S jest powszechnie stosowany w przędzach skręcanych.
Najczęściej używane
testowanie skręcania
Metody te obejmują bezpośrednie liczenie oraz rozkręcanie i skręcanie. Metoda bezpośredniego liczenia jest zazwyczaj stosowana do krótkich włókien i przędz, natomiast metoda rozkręcania i skręcania jest stosowana do cienkich przędz. Ponadto istnieją również drugorzędne i trzeciorzędne metody rozkręcania i skręcania, metody poślizgowe itp.
1. Metoda liczenia bezpośredniego
Jeden koniec próbki jest unieruchomiony, a drugi obracany w kierunku rozkręcania, aż włókna przędzy całkowicie się wyprostują i będą równoległe. Następnie zlicza się nieskręcony skręt, aby określić liczbę skrętów na jednostkę długości próbki. Metoda bezpośredniego liczenia jest najprostszą metodą określania skrętu przędzy, a jej wyniki są stosunkowo dokładne, często stanowiąc standard w ocenie dokładności innych metod.
Metoda ta charakteryzuje się jednak niską wydajnością. Skręcone włókna przędzy trudno rozdzielić na równoległe pasma, a rozdzielenie włókien może prowadzić do łatwego zerwania przędzy. Metoda liczenia bezpośredniego jest zazwyczaj stosowana do zliczania liczby skrętów przędzy grubej lub skręcanej, natomiast metoda liczenia przędzy czarno-białej może być stosowana do testowania przędzy cienkiej. Polega ona na podaniu czarnej i białej przędzy grubej do tego samego wrzeciona, aby uzyskać przędzę cienką z naprzemiennymi czarnymi i białymi paskami. Próbkę zaciska się na mierniku skrętu i rozkręca w taki sam sposób, jak w metodzie liczenia bezpośredniego. W miarę postępu rozkręcania odległość między czarnymi i białymi fragmentami przędzy zwiększa się, co ułatwia ręczne liczenie. Zasadniczo rozkręcanie do około połowy całkowitej liczby skrętów umożliwia ręczne zliczanie pozostałej liczby skrętów. Całkowita liczba skrętów przędzy jest sumą liczby skrętów nieskręconych z miernika skrętu i pozostałej liczby skrętów z liczenia ręcznego.
2. Metoda usuwania i dodawania skrętu
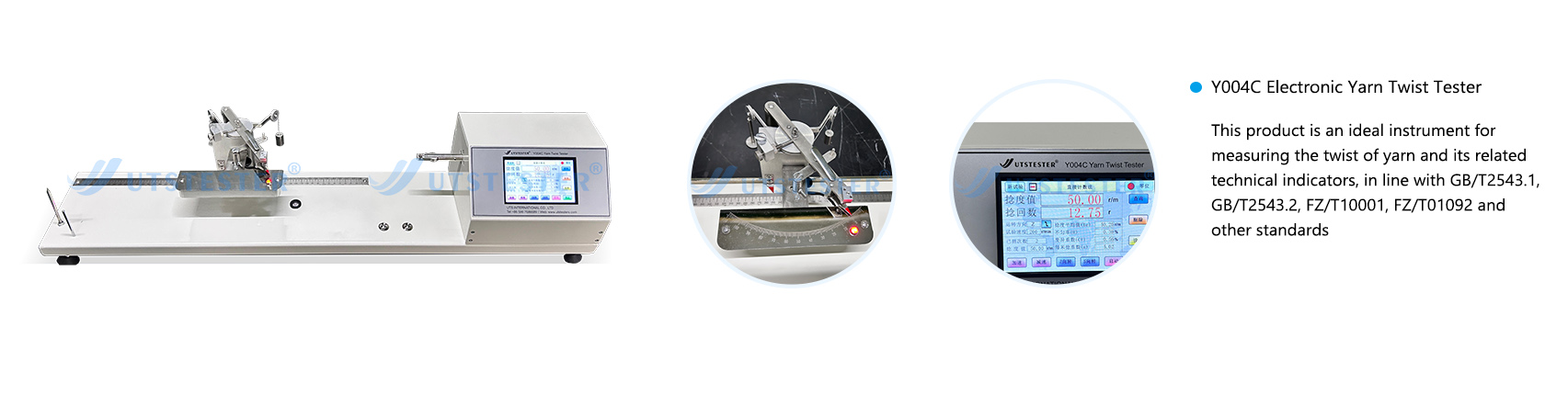
Metoda usuwania i dodawania skrętu opiera się na założeniu, że przy określonym naprężeniu wydłużenie przędzy po usunięciu skrętu jest równe skróceniu przędzy podczas dodawania skrętu odwrotnego. Typowy aparat badawczy.
3. Czynniki wpływające na testowanie skręcania
3.1 Naprężenie wstępne
Naprężenie wstępne w metodzie odkręcania i skręcania różni się w zależności od kraju i regionu. Nadmierne naprężenie wstępne może spowodować powolny powrót wskaźnika do zera podczas skręcania wstecznego, zwiększając tym samym skręt podczas skręcania wstecznego. W metodzie poślizgu może to prowadzić do przedwczesnego poślizgu włókna. Z kolei niewystarczające naprężenie wstępne może skutkować stosunkowo zmniejszonym skrętem podczas skręcania wstecznego, co powoduje obniżenie wartości testowych podczas metody odkręcania i skręcania. W metodzie poślizgu oraz wtórnej metodzie odkręcania i skręcania, ponieważ uwzględniane są błędy spowodowane zmianami naprężenia, stosuje się metodę odejmowania błędów dwóch próbek, minimalizując w ten sposób wpływ naprężenia.
3.2 Dopuszczalna wartość wydłużenia
Po rozkręceniu przędzy mierzone jest wydłużenie próbki. Dopuszczalna wartość wydłużenia ustawiona dla granicy wydłużenia odgrywa rolę w zapobieganiu poślizgowi włókien podczas procesu rozkręcania. Doświadczenia wykazały, że w testach rozkręcania i skręcania, im większa dopuszczalna wartość wydłużenia, tym większa zmierzona wartość skrętu. Jednakże, jeśli dopuszczalna wartość wydłużenia jest zbyt duża, poślizg włókien w słabych punktach pasma przędzy znacząco wpłynie na dokładność eksperymentu. Dopuszczalna wartość wydłużenia jest związana ze współczynnikiem skrętu; im większy współczynnik skrętu przędzy, tym większą dopuszczalną wartość wydłużenia można wybrać; i odwrotnie, powinna być ona mniejsza. Ogólnie rzecz biorąc, zakres zmienności współczynników skrętu przędzy nie jest duży, więc różnice w dopuszczalnych wartościach wydłużenia również nie będą nadmierne.
3.3 Nierówności przędzy
Nierówności przędzy mogą wpływać na test skrętu. Jeśli przędza zawiera wady, takie jak nitkowanie lub zgrubienia, podczas procesu rozkręcania pierwotny skręt przędzy może nie zostać całkowicie usunięty przed rozpoczęciem skręcania wstecznego, co prowadzi do zwiększenia błędów testowych. Jeśli przędza ma długie odcinki nierówne, wpłynie to na dokładność zastosowanego naprężenia, co ostatecznie doprowadzi do dodatkowych błędów testowych.
W
testowanie skrętu przędzy
Jeśli dane znacznie odbiegają od normy, powyższe trzy czynniki wpływające na wynik testu można wykorzystać jako punkt odniesienia do zidentyfikowania przyczyny, a czynnik ludzki nie może być wykluczony jako źródło niedokładności danych. Niezależnie od rodzaju testu, należy go przeprowadzić ostrożnie i skrupulatnie, aby zapewnić naukową dokładność danych.
E-mail:
hello@utstesters.com
Bezpośrednio: + 86 152 6060 5085
Tel.: +86-596-7686689
Sieć:
www.utstesters.com





 +86 152 6060 5085
+86 152 6060 5085
 English
English русский
русский español
español português
português العربية
العربية Polski
Polski









 hello@utstesters.com
hello@utstesters.com hello@utstesters.com
hello@utstesters.com +86 152 6060 5085
+86 152 6060 5085 +8615260605085
+8615260605085